-

-
上海志辰實業有限公司
Shanghai Zhi Chen Industrial Co., Ltd.
13816960458


熱門搜索:

馬鋼彩鋼板,馬鋼彩涂板,馬鋼彩鋼卷,馬鋼氟碳板,馬鋼熱鍍鋅板,馬鋼彩鋼卷,馬鋼彩涂鋼卷,馬鋼彩涂卷,馬鋼鍍鋅彩涂卷
一級經銷商 上海志辰實業有限公司
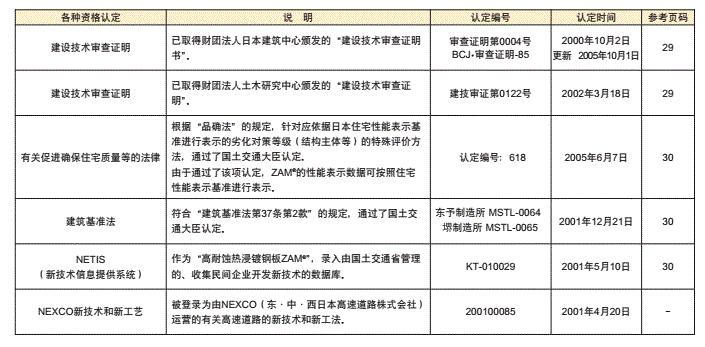
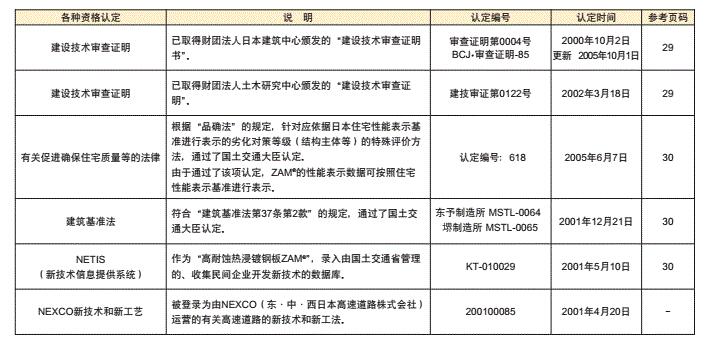
彩涂板鹽霧實驗
試樣情況
廠家:馬鋼、其他廠家
顏色:緋紅、海藍、白灰
厚度:0.5mm
基板情況:鍍鋅板
實驗條件
溶液濃度:5%;噴霧壓力:1Mpa;
實驗室溫度:35°;飽和桶溫度:47℃;
噴霧方式:連續噴霧;
噴霧量:1-2ml/h
傳統鹽霧試驗的試驗條件十分苛刻,500小時實驗時間相當于正常自然環境下10年的使用時間,可以快速反應出彩涂板耐鹽霧能力及耐久性。馬鋼彩涂板在鹽霧試驗中的表現非常優秀,實驗結果在同行業中堪稱翹楚。



低價格≠低成本
相同年限下優劣彩板對比圖
低價彩涂板雖然具有少許價格優勢,但在使用年限和防腐防蝕性能上和馬鋼彩涂板存在巨大的懸殊差距,后期維護成本巨大;而品質優異的馬鋼彩涂板能為您提供較優的性價比服務。
馬鋼彩涂重點工程展示
因行業領域的不同,導致了每個行業的工作環境不同,尤其是工業行業,環境更為繁雜,有高溫、高濕,有酸堿等高腐蝕性介質;公用、民用領域則對涂層的表面要求很高。為此,馬鋼彩涂板可根據不同行業用戶的行業環境特點進行量身定制,以不同基板不同種類涂層等工藝方法滿足不同行業用戶的要求。
鋼結構廠房該如何選用符合自己需求的彩涂板呢?鋼結構廠房合理的選材不僅可以滿足使用要求,而且可以較大限度的降低成本。如果選材不當,其結果可能是材料性能超過了使用要求,造成了不必要的浪費,也可能是達不到使用要求,造成降級或無法使用。因此,需方在彩涂板的選材上應該慎重。
鋼結構廠房彩涂板的選擇主要包括彩板力學性能、基板類型和鍍層重量、正反面涂層種類及性能的選擇。同時還要重點考慮彩板的用途、使用環境、使用壽命、耐久性、加工方式和變形程度等重要因素。
1力學性能、基板類型和鍍層重
1.1力學性能主要依據用途、加工方式和變形程度等因素進行選擇。
在強度要求不高、變形不復雜時,可采用TDC51D、TDC52D系列彩涂板。當對成形性有較高要求時就應選擇TDC53D、TDC54D系列彩涂板。對于有承重要求的構件,應根據設計要求選擇合適的結構鋼,如TS280GD、TS350GD系列的彩涂板。剪切、彎曲、輥壓等是彩涂板常用的加工方式,訂貨時應根據每種加工方式的特點進行選擇。實際生產時通常用基板的力學性能代替彩涂板的力學性能,而彩涂工藝可能導致基板的力學性能發生變化。另外,力學性能也可能隨儲存時間的增加而發生變化。這些都會增加彩涂板加工成形時出現呂德斯帶或折痕的可能性,對此應予以注意。
1.2基板類型和鍍層重量主要依據用途、使用環境的腐蝕性、使用壽命和耐久性等因素進行選擇
防腐是彩涂板的主要功能之一,基板類型和鍍層重量是影響彩涂板耐腐蝕性的主要因素,建筑用彩涂板通常選用熱鍍鋅基板和熱鍍鋁鋅合金基板,主要是因為這兩種基板的耐蝕性較好。鍍層重量應根據使用環境的腐蝕性來確定,在腐蝕性高的環境中應使用耐蝕性好、鍍層重量大的基板,以確保達到規定的使用壽命和耐久性。另外,選擇基板時還應注意各類基板切口耐腐蝕性的差異。
正面涂層性能
2.1正面涂層性能選擇主要指涂料的種類、涂層厚度、涂層色差、涂層光澤、涂層硬度、涂層的柔韌性/附著力、涂層耐久性以及其他性能選擇。
2.2涂層種類
2.2.1面漆
常用的面漆有PE聚酯、SMP硅改性聚酯、HDP高性能聚酯、PVDF聚偏氟乙烯以及天物SRP強化聚酯等,不同面漆硬度、柔韌性/附著力、耐久性等方面存在一定差異。聚酯是目前使用較大的涂料,耐久性一般,涂層的硬度和柔韌性好,價格適中。硅改性聚酯通過有機硅對聚酯進行改性,耐久性和光澤、顏色的保持性有所提高,但涂層的柔韌性有所降低。高性能聚酯既有聚酯的優點,又在耐久性方面進行了改進,性價比較高。聚偏氟乙烯的耐久性優異,涂層的柔韌性好,但硬度相對較低,可提供的顏色也較少,價格昂貴。天物強化聚酯采用無機陶瓷顏料,既有良好的可加工性能,又有抗紫外線耐久性和極強的抗腐蝕性能,經涂裝后,涂層性能可達15年不褪色,40年不脫落,是一款性價比極高的產品。各種面漆詳細的性能指標可參考有關資料或向專家咨詢。 面漆主要根據用途、使用環境的腐蝕性、使用壽命、耐久性、加工方式和變形程度等因素來確定。
2.2.2底漆
常用的底漆有環氧、聚酯和聚氨酯,不同底漆的附著力、柔韌性、耐腐蝕性等方面存在一定的差異。環氧與基板的結合力良好,耐腐蝕性較高,但柔韌性不如其他底漆。聚酯與基板的結合力好,柔韌性優異,但耐腐蝕性不如環氧。聚氨酯是綜合性能較好的底漆。各種底漆詳細的性能指標可參考有關資料或向專家咨詢。底漆通常由供方根據生產工藝、用途、使用環境的腐蝕性以及與面漆匹配關系來選擇。
2.3涂層厚度
涂層厚度與彩涂板的耐腐蝕性有密切關系,耐腐蝕性通常隨涂層厚度的增加而升高,訂貨時應根據使用環境的腐蝕性、使用壽命和耐久性等因素來確定合適的涂層厚度。
2.4涂層色差
彩涂板在生產和使用過程中都可能出現色差,由于色差受生產組織、顏色深淺、使用時間、使用環境、用途等多種因素的影響,因此通常有供需雙方在訂貨時協商。
2.5涂層光澤
涂層光澤主要依據用途和使用習慣進行選擇。例如,建筑用彩涂板通常選擇中、低光澤,家用電彩板通常選擇高光澤。
2.6涂層硬度
涂層硬度是涂層抵抗擦劃傷、磨檫、碰撞、壓入等機械作用的能力,與彩涂板的耐劃傷性、耐磨性、耐壓痕性等性能有密切聯系,主要依據用途、加工方式、儲存運輸條件等因素進行選擇。
2.7涂層柔韌性/附著力
涂層的柔韌性/附著力與彩涂板的可加工性有密切聯系,主要依據加工方式、變形程度等進行選擇。在變形速度快、變形程度大時應選擇沖擊功高和T彎值小的彩涂板。
2.8涂層耐久性
涂層耐久性是彩涂板在使用過程中體現出來的性能,通常用使用壽命的長短進行衡量。涂層耐久性與涂料種類、涂層厚度、使用環境的腐蝕性等因素有密切的關系。大氣暴露試驗是評價涂層耐久性比較可靠的方法,但是大氣暴露試驗存在試驗時間長、試驗成本高、管理難度大等問題,因此主要用于基礎研究和科研開發。為了滿足生產、驗收等工作的需要,人們開發了一系列人工老化試驗來對耐久性進行評價,其中較常用的是耐中性鹽霧試驗和紫外等加速老化試驗。前者主要評價涂層耐氯離子腐蝕的能力,后者主要評價涂層耐光(特別是紫外光)老化的能力。此外,彩涂板可能會用于酸雨、潮濕等特殊環境,此時還應選擇相應的人工老化試驗進行評價。需要注意的是由于人工老化試驗通常無法完全模擬實際使用環境,因此確定人工老化試驗結果和實際使用壽命之間直接和確切的對應關系是非常困難的。
2.9其他性能
某些使用環境要求彩涂板具有良好的耐有機溶劑性、耐酸堿性、耐污染性等性能,對于這些特殊性能應給予足夠重視,以便滿足使用的要求。
3.鋼結構廠房反面涂層性能的選擇
反面涂層的性能通常由供方根據用途、使用環境來選擇。使用環境的腐蝕性不高時,反面通常只涂覆一層,主要起裝飾作用。如果反面在粘貼隔熱材料,應在訂貨時說明以便供方在反面涂覆有良好性能的涂料。使用環境的腐蝕性高時因涂覆二層,以提高耐腐蝕性。
014年12月19日,受中國建筑裝飾裝修材料協會邀請,馬鋼彩涂板事業部代表參加了在北京舉行的“2014年中**窗幕墻行業年會暨中國建筑裝飾裝修材料協會”。在首都人民大會堂,來自中**窗幕墻行業的各界精英齊聚一堂,就中**窗幕墻行業發展現狀與未來發展趨勢做出了深刻的分析與討論,對品牌價值評價結果進行了公布與表彰,集中展示了中**窗幕墻行業所取得的不俗成就和豐碩成果。
(圖為馬鋼彩涂板事業部所獲“中**業*環保供應商”獎牌)
年會的論壇以“發展綠色產業、推進科技應用”為主題,積極探索集約、智能、綠色、低碳的新型城鎮化發展道路,著力抓好建筑節能和綠色建筑發展,努力發揮科技對提升行業發展水平的支撐和引領作用。同時也介紹了門窗幕墻行業較新綠色環保相關材料應用,落實彩鋼板在鋼質門制造應用中的推進等。馬鋼彩涂板事業部代表在高峰論壇上,從原料、工藝、制造過程控制中介紹了馬鋼彩涂板的環保性,同時呼吁門業企業積極響應門業協會號召,抓緊淘汰噴涂、磷化的落后工藝,盡快實施彩鋼板在鋼質門特別是防盜門中的應用
在本屆門業年會上,馬鋼彩涂板事業部被中國建筑裝飾裝修材料協會授予“中**業*環保供應商”,使中**業制造業對馬鋼彩涂有了更加深刻的認識,使馬鋼彩板的品牌在國內有了大幅度的提升
馬鋼彩鋼卷,馬鋼彩鋼板,馬鋼彩鋼卷,馬鋼彩涂卷,馬鋼彩涂板材質,馬鋼彩鋼板質量,馬鋼彩鋼卷標準,馬鋼彩鋼板等級
馬鋼一級經銷商, 上海志辰實業有限公司




今年國慶前夕傳來喜訊,馬鋼牌彩涂板出口,拿到了有史以來月度較大訂單6525噸,改變了過去彩涂板出口的“副業”形象,在上半年實現“起跳”,平均每月出口超過1500噸,半年間累計出口10000余噸后,下半年進一步“發力”,7、8、9三個月拿到的訂單平均每月逾3500噸,9月份拿到的出口訂單已“領跑”國內市場,超過月度訂單總量的50%,使馬鋼彩涂板出口歷史性地躍上20000噸臺階,達21850噸,而且出口邊際效益每噸比內銷高400元以上,一改彩涂板2004年投產以來,邊際貢獻在公司產品系列中墊底甚至為負的局面,9月份邊際貢獻率已躍升到前三位。
長期以來,國內彩涂板產能是實際消費量的7倍,其競爭的殘酷程度遠遠高于其他鋼鐵產品。破解彩涂板發展難題,解決彩涂板生存危機,馬鋼上下今年達成了共識。馬鋼領導利用出國技術交流機會,向駐外機構、外國知名公司推介馬鋼牌彩涂板,并將出口目標鎖定在歐洲高端市場。彩涂板“研產銷”工作組迅速跟進,明確“重點工程彩涂板、家電彩涂板和出口彩涂板”三大主攻方向,并把出口彩涂板的研發、銷售、生產放在較重要的位置加以落實。為滿足歐洲人對彩涂板個性化的需求,他們首先將精力放在歐洲市場搶手的寬度1.5米彩涂板獨家生產上,并以此撬開歐洲市場大門,首先進入一向挑剔的德國市場。今年1.5米寬彩涂板出口已達2800噸,超過出口總額的10%。歐洲市場對目前鋅層較重275克彩涂板情有獨鐘,彩涂板廠投其所好,組產傾斜到這個品種上。以此,先下西班牙,又進比利時,再入英國、意大利、波蘭等十幾個國家。鋅層重275克彩涂板今年已出口4400噸,占到了出口量的五分之一還多。期間,還開發出幾十個新的品種規格,不斷滿足歐洲市場需求。在歐洲市場不斷擴大的同時,個別國家的單筆訂單量直線上升,10月份的出口訂單中,西班牙單筆就達5100噸。
馬鋼牌彩涂板閃耀歐洲高端市場,一個重要因素就是品質優良。今年來已兌現的95%出口訂單中,至今沒有發生一起質量異議。彩涂板廠以工作的零失誤,保證彩涂板的零缺陷,不斷規范彩涂板質量管理體系和操作規程,使彩涂板在工藝、技術、質量、現場、服務等方面躋身國內外一流彩涂板企業行列,從而為彩涂板出口開始“領跑”國內市場奠定了雄厚的基礎。來源: 馬鋼集團
彩涂板作為一種廣泛應用于建筑、家電、交通運輸等行業的復合材料,既有金屬的機械強度和易成型等優點,又有有機涂層的裝飾性和耐腐蝕性的優點。彩涂板的涂層厚度將直接影響其加工和使用性能。涂層過薄,加工時極易劃傷涂層進而影響彩涂板的裝飾性和耐腐蝕性。對于過薄的涂層,即使能確保其加工時不被破壞,在使用時,其耐老化性和耐腐蝕性能也會大大降低[1]。但是,過厚的涂層又會造成彩涂板生產成本的增加,而且這也是產品質量過剩所造成的浪費。因此,對于彩涂板生產企業來說,準確測定和嚴格控制彩涂板的涂層厚度十分重要。本文對目前國際、國內已經和正在使用的測定涂層厚度的試驗方法進行了調查研究,針對不同類型的彩涂板提出了較合適的涂層厚度測定方法。
1 GB/T 13448—2006 方法
1.1 4 種涂層厚度檢測方法的比較
在GB/T 13448—2006《彩色涂層鋼板及鋼帶試驗方法》[2]中介紹了4 種彩涂板涂層厚度試驗方法:磁性測厚儀法、千分尺法、金相顯微鏡法和鉆孔破壞式顯微觀察法,其中金相顯微鏡法規定為仲裁方法。無論采用何種方法測定彩涂板的涂層厚度,彩涂板的基板和涂層都會直接影響測定結果。根據寶鋼多年的試驗經驗,這4 種方法的適用范圍、檢測精度和優缺點方面等的比較如表1 所示。
國標中涂層厚度檢測方法的比較
目前,我國彩涂板生產企業多采用千分尺法測定涂層厚度,而歐美企業則較多采用鉆孔破壞式顯微觀察法。造成這種差異的主要原因除國內人力成本低于歐美外,各種檢測方法本身的局限性也是主要原因。
1.2 基板的影響
彩涂板基板一般包括冷軋鋼板、電鍍鋅鋼板、熱鍍鋅鋼板和熱鍍鋁鋅鋼板。冷軋基板由于沒有鍍層,且生產工藝決定基板本身厚度和表面粗糙度的均勻性較好,因此無論采用哪種檢測方法,其涂層厚度的測定結果都比其他基板的檢測誤差小。有鍍層基板的厚度和表面粗糙度的波動決定了采用國標中磁性測厚儀法和千分尺法在進行單點厚度測定時,測定結果會受到較大影響。因為磁性測厚儀法先要測定涂鍍層總厚度,然后測定鍍層厚度;而千分尺法先要測定彩涂板總厚度,再測定基板厚度,這兩種方法的兩次分別測定厚度的操作無法確保測定位置在同一點上,因此都會受到基板和鍍層波動的影響,造成測定結果的波動,且厚度測定結果的波動與基板的波動成正比。金相顯微鏡法和DJH 法雖然能確保測定位置不變,但是由于基板的波動會造成檢測界面很難劃分清楚,從而也會影響單點測定結果的準確性。國標規定每個試樣以3 個點的平均值作為較終測定結果,但是由于單點測定結果本身的波動,因此采用平均值的方式也無法消除測定誤差。按照寶鋼的實
際檢測經驗,涂層厚度測定結果的離散性與基板波動的大小成正比。
1.3 涂層性能的影響
彩涂板涂層表面的粗糙度同樣也會影響國標中4種檢測方法的準確性,而涂層本身的彈性會影響磁性測厚儀法和千分尺法的測定準確性。這兩種方法都使用檢測探頭,探頭對涂層或基板壓下的程度會影響到每次測量所得的厚度,從而影響測定結果。隨著彩涂板產品品種的不斷豐富,涂層表面不再是單一的光滑表面效果,出現表面有不同紋理效果的產品,這類產品用磁性測厚儀法和千分尺法根本無法測定涂層厚度。因為其紋理的深度較少能達到5~10 μm,磁性測厚儀法和千分尺法測定時把紋理的深度都計為涂層厚度,產生很大的系統誤差。金相顯微鏡法和DJH法可以用來測定這類產品,但是由于紋理的不規則波動,使判定測量界面受人為因素影響很大,測定結果波動也較大。
1.4 測量面積的影響
檢測面積越大,其檢測結果的代表性就越好,檢測精度也會隨之提高。磁性測厚儀的檢測探頭直徑一般為1.5 mm,千分尺的檢測探頭直徑為6.3 mm,金相顯微鏡法的測量長度一般不會超過1 mm,而DJH 法的測量直徑一般也在1 mm 左右。因此在相同條件下,這4 種檢測方法中千分尺法測定結果波動較小。
1.5 測定精度及其優缺點分析
通過對這4 種方法的測定結果和操作經驗的長期積累,我們以90 g 熱鍍鋅基板的測定結果為例,分析4 種方法的測定精度和優缺點,如表2 所示。
國標中測定方法的精度及其優缺點
有鑒于上述原因,國內較多采用檢測精度較高且速度較快的千分尺法作為彩涂板涂層厚度的檢測方法。而國外由于基板波動較小,DJH 法的測定波動也就較小,因此較多采用受人為因素影響小的DJH 法。
2 國際、國內其他方法
國際和國內對涂層厚度的其他測量方法主要包括楔切法、厚度差測量法、稱重法、X 射線熒光法、β 射線反射法、磁性測量法及渦流測量法等。彩涂板國標中的磁性測厚儀屬磁性測量法,千分尺法屬厚度差測量法,鉆孔破壞式顯微觀察法屬于楔切法,金相顯微鏡法為仲裁試驗方法。稱重法操作十分繁瑣,不適用于快節奏的工廠試驗室;X 射線熒光法和β 射線反射法是通過對涂層中某一特征元素含量的測定來計算涂層厚度,對于彩涂板這種涂料配方不固定的樣品不適用。在對渦流測量法進行了調研和試驗操作后,發現目前測定彩涂板涂層厚度較準確也較簡便的是一種將磁性測量法和渦流測量法結合在一起的設備,通過組合探頭同時測定涂鍍層總厚度和鍍層厚度,計算得到涂層厚度。這種測定方法由于測定的是同一點的涂鍍層總厚度和鍍層厚度,從而避免了磁性測厚儀法所受到的鍍層波動的影響,測定結果的精度得到明顯提高。對于基板波動越小的試樣,其檢測精度越高,例如,冷軋板和電鍍鋅基板的彩涂板,其涂層厚度檢測精度可達0.5 μm。
3 結語
(1) 對于國內彩涂板目前的基板波動現狀來說,千分尺法為較佳方法,具有設備便宜、操作簡單、檢測精度較高的優點。其缺點為:對試驗人員的操作技能要求較高;對于涂層表面有紋理效果的產品不能檢測;檢測結果只能精確至整數位。
(2) 對于表面有紋理效果的彩涂板,DJH 法為較佳方法,具有操作方便、快速、可以分別測定界面清晰的各個涂層的優點。其缺點為:設備采購和運行成本較高;檢測結果受檢測人員主觀影響較大;測定結果受基板波動影響較大;不能用于檢測冷軋基板的彩涂板。
(3) 磁性- 渦流相位法測定涂鍍層厚度方法也是一種很好的方法,具有設備成本合理、操作簡單、快速、單點測定精度高(可精確至0.5 μm)的優點。其缺點是受基板表面的平整性和均勻性影響較大。